Прискорюючи перехід до чистої енергетики
Фотоелектричні перетворювачі або сонячні елементи (solar cells) – це напівпровідникові вироби, які перетворюють сонячне випромінення в електричний струм. Сьогодні для комерційних систем найбільш популярними є кристалічні кремнієві (близько 80-85% світового ринку) та тонкошарові сонячні елементи (близько 10%). В статті наведені деякі базові поняття та описані деталі технології, що була розроблена в Україні та впроваджена на серійному виробництві на початку 2000-х років.

Фотоелектричні перетворювачі (в літературі часто зустрічається й інше визначення – сонячні елементи від англійського solar cells) – напівпровідникові пристрої, що перетворюють енергію сонячного випромінювання (сонячну радіацію) в електричний струм. Існує безліч способів перетворення сонячної енергії в електричну, при цьому технологічно вони можуть дуже сильно відрізнятися – як фізичними принципами, так і технічною реалізацією. Найбільш ефективними – як з точки зору організації виробництва, так і економічної енергетичної доцільності, є пристрої, що використовують для перетворення сонячної енергії фотоелектричні напівпровідникові перетворювачі (ФЕП), головною перевагою якого є одноступінчатий прямий перехід енергії. Аналізуючи сучасний ринок комерційних систем наземної установки, слід зазначити, що переважна частка (близько 80-85% від усього обсягу світового ринку) припадає на кристалічні кремнієві елементи. Набагато менший відсоток складають тонкоплівкові сонячні елементи (наприклад, CdTe) – близько 10%. Саме тому, нижче ми розглянемо виробництво кристалічних кремнієвих фотоперетворювачів, як найбільш затребуваний ринком альтернативної енергетики компонент сонячних батарей.
Твердотільні сонячні елементи
Одним з найбільш доступних і довговічних, а також енергетично збалансованих альтернативних джерел енергозабезпечення є фотоелектричні перетворювачі (ФЕП). Реалізація фотоелектричних перетворювачів або сонячних елементів, як правило, ґрунтується на твердотільних технологіях і в цілому добре відпрацьована. Вперше фотовольтаїчний ефект був отриманий в 1941 році, а перший ФЕП створений в 1954 році на основі дифузійного кремнієвого p-n переходу. Згодом були розроблені і створені ФЕП на основі інших напівпровідників з використанням різних конструкцій.
При виборі вихідного матеріалу для твердотільних ФЕП в першу чергу необхідно враховувати ширину забороненої зони напівпровідника, яка обумовлює максимальну питому потужність фотоперетворювача. В даний час найбільш придатними для виготовлення твердотільних ФЕП вважаються наступні напівпровідники: кремній (Si), телурид кадмію (CdTe), арсенід галію (GaAs) і фосфід індію (InP).
Сьогоднішні фотоелектричні перетворювачі можуть бути класифіковані на основі кількості для їх виготовлення матеріалів, які діляться на кристалічні і тонкоплівкові, полікристалічні або аморфні.
До твердотілих кристалічних матеріалів в першу чергу відносяться монокристалічний і мультикристалічний кремній, вирощений методом витягування через фільєру профільовані стрічки кремнію, дендритні кремнієві стрічки, арсенід галію. До тонкоплівкових матеріалів відносяться напівпровідники, вирощені на електрично активних або пасивних підкладках, а саме аморфний кремній, телурид кадмію, діселеніда міді та індію.
Найбільшого поширення набули твердотільні кремнієві ФЕП, так як спектральна характеристика поглинання кремнію добре узгоджується зі спектральної характеристикою сонячного випромінювання. За допомогою кремнію можна перетворювати в електроенергію близько 91% енергії падаючого світлового потоку, тобто частина сонячного спектра з довжиною хвилі 1,1 мкм і коротше.
ФЕП на основі кристалічного кремнію мають досить високу вартість, пов’язану, в першу чергу, з дорогою операцією різання кремнієвих злитків на пластини. Кремнієвий ФЕП має теоретичну граничну ефективність близько 30% при стандартних умовах (освітленість 1 кВт/м2, температура +25 оС, повітряна маса АМ1,5).
Аморфний кремній виступає більш дешевою альтернативою кристалічному кремнію. Оптичне поглинання аморфного кремнію в 20 разів вище, ніж кристалічного. Тому для істотного поглинання видимого світла досить плівки a-Si: Н товщиною 0,5 … 1,0 мкм замість дорогих кремнієвих 240 мікронних підкладок. Крім того, для отримання аморфного кремнію у вигляді тонких плівок великої площі не потрібно операція різання, необхідна для ФЕП на основі монокристалічного кремнію. Все це скорочує витрату кремнію в 20 разів. Максимальний ККД ФЕП на основі a-Si: Н трохи нижче ККД кристалічних кремнієвих ФЕП і теоретично може досягати 16%.
Досить перспективним матеріалом, до якого прикута увага великої кількості дослідників, є арсенід галію, з використанням якого відразу вдалося отримати досить високий ККД. Незважаючи на деякі недоліки (крихкість, велика щільність), у арсеніду галію є безсумнівні переваги перед кремнієм. З огляду на велику ширину Еg його здатність перетворювати довгохвильове випромінювання обмежена (він поглинає випромінювання з довжиною хвилі менше 0,9 мкм), але це ж призводить до значно менших значенням зворотних струмів (10-9 … 10-10 А/см2 проти 10-6 … 10-7 А/см2 в кремнієвих ФЕП), а також дає можливість отримувати великі значення Uxx = 0,7 … 0,8 в і досить високий ККД. Крім того, ФЕП з цього матеріалу характеризуються більш повільним падінням ефективності із зростанням температури і підвищеною здатністю до поглинання сонячного випромінювання.
Кремнієві сонячні елементи
Фотоелектричні перетворювачі або сонячні елементи (solar cells) — це напівпровідникові вироби, які перетворюють сонячне випромінювання в електричний струм. Існують різні технології виготовлення сонячних елементів, конструкція яких відрізняється як фізичними принципами перетворення сонячного випромінювання в електричний струм, так і менш істотними деталями. Найбільш ефективними, з енергетичної точки зору, пристроями для перетворення сонячної енергії в електричну є напівпровідникові фотоелектричні перетворювачі, оскільки це прямий, одноступінчатий перехід енергії. Сьогодні на ринку комерційних систем наземного застосування, найбільш помітні кристалічні кремнієві (близько 80-85% світового ринку) і тонкоплівкові сонячні елементи (близько 10% ринку). Далі ми поговоримо про виробництво кристалічних кремнієвих фотоперетворювачів, які є ключовим компонентом сонячних батарей.
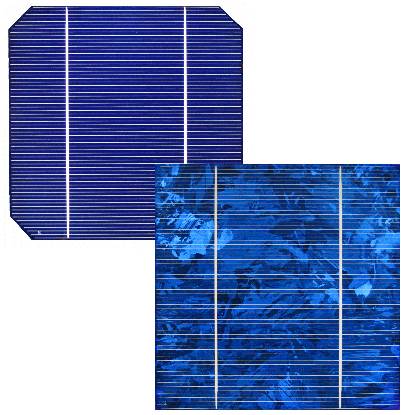
Хімічна обробка
Найважливішою та найдорожчою частиною будь-якого сонячного елементу є кремнієва пластина. Вона може бути як монокристалічною, так і мультикристалічною. Із назви зрозуміло, що монокремніевая пластина являє собою один кристал, з якого, наприклад, шляхом дротяного різання отримують кремнієві пластини необхідної товщини і розміру. Зазвичай монокремній вирощують у вигляді круглих злитків, з яких потім вирізають так звані псевдоквадратичні пластини. Ця форма забезпечує максимальне використання кремнію з круглого злитка і, в тей же час, найбільш щільне заповнення поверхні майбутнього сонячного модуля (сонячної батареї). Мультикремнієвих пластини ж являють собою правильні квадрати заданого розміру і товщини.

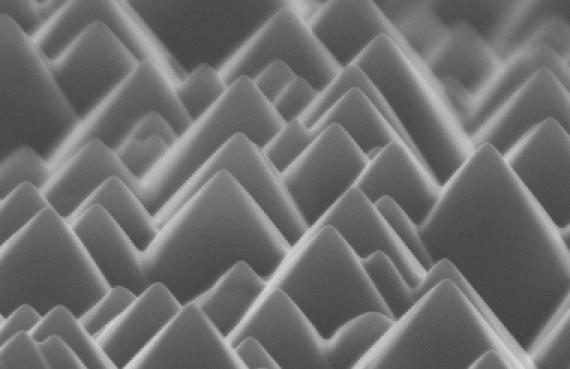
Оскільки будь-яка пластина має поверхню, пошкоджену на нанорівні при нарізанні злитків, то цей порушений шар необхідно прибрати. Якщо просто зняти кілька мікрон за допомогою хімічного травлення, то поверхня пластини виявиться гладкою, і буде відбивати істотну частину падаючого на неї випромінювання. Оскільки для отримання більш ефективних сонячних елементів важливо перетворити в струм якомога більше сонячного світла, то поверхню намагаються зробити нерівній на мікрорівні. Для монокремніевих пластин така операція називається текстуруванням.
Текстурована поверхня являє собою безліч, на перший погляд, хаотично розташованих мікропірамід. Світло, потрапляючи на поверхню піраміди, відбивається під тим же кутом і в більшості випадків потрапляє на поверхню сусідньої пірамідки. При цьому, за рахунок створення текстурованою поверхні вдається знизити коефіцієнт відбиття кремнію з 35% до 11%.
Для вирішення обох розглянутих завдань (видалення порушеного шару і формування текстури на поверхні пластин) застосовується хімічна обробка пластин. Склад розчинів, температури і тривалості обробок залежать від типу оброблюваних пластин, стану їх поверхні перед обробкою, подальших технологічних операцій і багатьох інших факторів. Зазвичай, для монокремніевих пластин застосовують травлення в лужних розчинах і одну або кілька кислотних обробок. При цьому головне — не перестаратися, так як в гонитві за рівномірної текстурою поверхні можна істотно знизити товщину пластин. А це призведе в результаті до підвищеного бою на наступних операціях і, як наслідок, до зниження відсотка виходу придатних виробів.
Наприкінці, після проведення всіх необхідних хімічних операцій, пластини промиваються у воді і сушаться. Це прості, але теж дуже важливі операції. Так, наприклад, від якості сушки залежать параметри дифузійного шару, створюваного на наступній операції.
Серце сонячного елементу- дифузійний p-n перехід
Ключовим елементом конструкції кристалічних кремнієвих ФЕП є p-n перехід. Що це таке? Справа в тому, що напівпровідник залежно від типу своєї провідності може бути або n-типу (електронна провідність), або p-типу (діркова провідність). При цьому, якщо в пластині одного типу створити шар іншого типу, то місце контакту цих областей і буде p-n переходом. Взагалі p-n перехід — це одне з ключових понять твердотільної мікроелектроніки. З використанням фізичних ефектів, що відбуваються в ньому або біля нього, працюють такі всім відомі вироби як діоди, транзистори і багато інших більш складних мікросхем.
Одним із головних властивостей p-n переходу є його здатність бути енергетичним бар’єром для носіїв струму, тобто пропускати їх в тільки в одному напрямку. Саме на цьому ефекті і базується генерація електричного струму в сонячних елементах. Випромінювання, що потрапляє на поверхню елемента, генерує в обсязі напівпровідника носії заряду з різним знаком — електрони (n) і дірки (p). Завдяки своїм властивостям p-n перехід «розділяє» їх, пропускаючи кожен тип тільки на «свою» половину, і хаотично рухаються в обсязі елемента носії заряду виявляються по різні сторони бар’єру, після чого можуть бути передані в зовнішній ланцюг для створення напруги на навантаженні, підключеної до сонячного елементу.
Звичайно, такий опис дещо спрощено, але навіть він показує, що без p-n переходу фактично неможливо перетворити сонячне випромінювання в електричний струм, без його наявності виникнення упорядкованого руху заряджених частинок (електричного струму) неможливо в принципі (нагадаю, що мова йде про класичні наземних сонячних елементах; насправді існують і більш екзотичні фотоперетворювачі, конструкція яких не передбачає наявності p-n переходу). Так яким же чином можна сформувати p-n перехід?
Розглянемо докладніше процес формування p-n переходу. Як ми вже знаємо, спочатку вихідні пластини піддаються на декількох етапах хімічній обробці, завдяки чому їх поверхня набуває необхідну нам структуру і ступінь чистоти. Зазвичай у виробництві сонячних елементів використовуються вихідні пластини з провідністю n-типу. Для цього кремній ще на етапі вирощування злитків легирують відповідними домішками, наприклад, бором. Тому для створення в ньому n-шару необхідно в одну з поверхонь елемента впровадити іншу домішку, яка зкомпенсує дію бору та наситить напівпровідник носіями заряду n-типу. Це можна зробити, ввівши в кремній фосфор або іншу підходящу домішку з відповідної частини таблиці Менделєєва.
Одним з найбільш традиційних і економічно обгрунтованим способом насичення кремнію фосфором є дифузія, тобто процес при якому фосфор під дією високих температур проникає в напівпровідник. Традиційно дифузію фосфору проводять в трубчастих або конвеєрних печах при температурах близько 800 оС.
- У першому випадку , кремнієві пластини поміщають на стрічку, а речовина, що містить фосфор, наноситься на поверхню шляхом розпилення. Після цього пластини конвеєром переміщуються в наступну зону, де відбувається їх обробка при дуже високій температурі.
- За використання трубної печі, кварцові пластини попередньо поміщають в кварцові касети. Підготовлені касети встановлюють в трубу печі, заповнену парами речовини з високим відсотковим вмістом фосфору. Керуючи напрямком потоків газів всередині реактора, температуру, а також тривалість перебування в ньому кварцових пластин, створюють p-n перехід, який має необхідні для подальшої експлуатації властивості.
У результаті проведення дифузії фосфору на поверхні і торцях кремнієвої пластини товщиною близько 200 мкм формується шар n-типу, що проникає на глибину всього близько 0,5 мкм. Тобто p-n перехід залягає у самої поверхні сонячного елементу. Це зроблено для того, щоб носії заряду різних знаків, згенеровані під дією випромінювання, якнайскоріше потрапили в зону впливу pn переходу, інакше вони просто знову зустрінуться один з одним і таким чином скомпенсіруют, так і не давши жодного внеску в генерацію електричного струму.
Плазмохімічне травлення
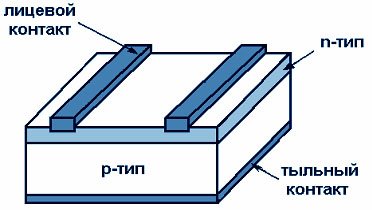
Конструкція сонячного елемента передбачає наявність pn переходу поблизу від однієї з його поверхонь, яка називається лицьовій або робочої стороною. Інша ж поверхня називається тильній. Зазвичай на лицьовій поверхні розташовується струмознімальних решітка, а на тильній — суцільний контакт. Так як n-шар, сформований за допомогою дифузії, сильно насичений домішками, то він добре проводить електричний струм. Під час дифузії цей шар утворюється не тільки на лицьовій стороні пластини, але і на її торцях і навіть по периметру тильної поверхні. При цьому має місце електричне замикання між лицьовим і тильним струмознімальних контактами.
Зазвичай таку проблему вирішують шляхом фізичного його видалення з торців пластин. Зробити це можна механічно, лазером, хімічним або плазмохімічним травленням. Не вдаючись поки в аналіз переваг і недоліків кожного із зазначених методів скажу, що одним з найбільш раціональних з них все-таки є плазмохимическое травлення (скорочено — ПХТ). Операція ПХТ являє собою обробку в плазмі стопки щільно притиснутих один до одного кремнієвих пластин. Процес видалення кремнію залежить від багатьох параметрів, серед яких — тривалість обробки, склад плазми, напрямок потоків іонів в реакторі, місце розташування і щільність прилягання пластин, розмір стопки та інші.
На якість проведення процесу видалення кремнію впливає кілька чинників:
- склад плазми
- тривалість обробки
- який напрямок мають потоки іонів в реакторі
- щільність прилягання пластин
- як розташовані пластини
- розмір стопки (кількість пластин)
При відхиленні від оптимальних режимів можливо два протилежних результату:
- n — шар на торцях пластин не віддаляється, що проводить до замикання сонячного елемента по торцях після формування контактів;
- n — шар віддаляється не тільки на торцях пластини, але і по периметру лицьової і тильної поверхонь, тобто замикання виникає в місці контакту областей з різним типом провідності на його лицьовій стороні.
Фрагмент монокремнівої пластини із затравами на лицьовій частині після ПХТ виглядає наступним чином:

У першому випадку проблему можна вирішити, контролюючи тип провідності на торцях оброблених пластин і відправляючи їх при необхідності на повторне ПХТ. Другий випадок дещо складніше — зіпсована по електричних параметрах і зовнішньому вигляду лицьова поверхня вимагає повного стравлювання n-шару і тільки після цього може бути знову відправлена на початкові технологічні операції. При цьому повторне текстурирование призводить до зменшення її товщини, тобто зростає бій пластин на подальших операціях. Додаткові обробки і знижений вихід придатних виробів призводять до збільшення витрат і істотно погіршують економіку.
Антивідбиваюче покриття
За допомогою текстури віддзеркалення від поверхні пластини знижується в середньому з 35% до 11%. Це означає, що десята частина випромінювання, що падає на поверхню сонячного елементу, все ще буде відображатися назад і не зможе брати участь в процесі генерації електричного струму. З метою ще більшого зменшення цих втрат, що класифікуються як оптичні, на такій технологічній операції на робочу поверхню сонячних елементів наноситься так зване антівідбиваюче покриття (АВП). Спираючись на закони оптики, інженери підбирають товщину і коефіцієнт заломлення покриття так, що вдається зменшити відображення до 1-2%. А це вже дуже хороший показник.
Сьогодні існує безліч різних типів антивідбиючих покриттів, які наносяться декількома різними методами (APCVD, LPCVD, PECVD тощо). На практиці як АВП для кремнієвих сонячних елементів найчастіше використовуються плівки оксиду титану або нітриду кремнію, причому останнім все частіше віддається перевага. Нітрид кремнію зазвичай наноситься методом PECVD, тобто шляхом прискореного плазмою хімічного напилювання з газової фази, у спеціальних трубчастих печах.
Процес PECVD припускає, що хімічний реактив, потрапляючи в зону реактора, розпадається під впливом плазми і температури на окремі елементи, які потім осідають на поверхню пластини і вступають в хімічну реакцію. У результаті на лицьовій поверхні пластини «вирощується» найтонша плівка нітриду кремнію, яка володіє необхідними властивостями. Її товщина складає близько 70 нм, що набагато менше розмірів мікропірамід текстури і дозволяє добитися ефекту антіотраженія незалежно від структури рельєфу поверхні.
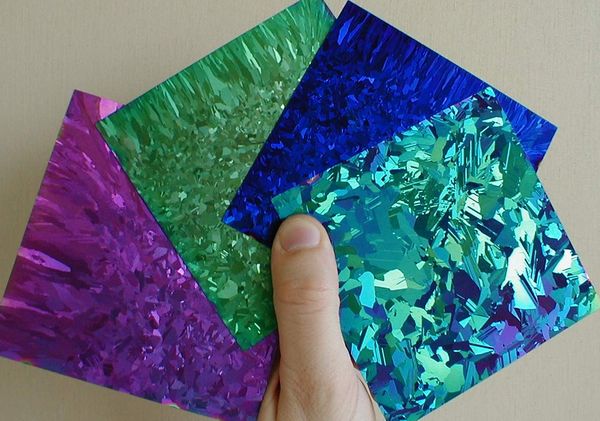
Цей метод забезпечує дуже хорошу рівномірність покриття. Оцінити товщину АВП можна досить легко навіть на око. Оптика така, що чим нерівномірніше товщина, тим сильніше змінюється забарвлення поверхні пластини. Цей же ефект можна спостерігати дивлячись на розлитий в калюжі бензин — плівка переливається всіма кольорами веселки, даючи зрозуміти як змінюється її товщина. Інші відомі методи нанесення АВП часто вимагають попереднього нанесення розчину на поверхню пластини, яке неможливо виконати рівномірно (речовина буде накопичуватися в «ущелинах» між мікропірамід і не буде затримуватися на їх вершинах). Це також позначається в підсумку на зовнішньому вигляді сонячного елемента і погіршує його параметри.
Після нанесення АВП пластина кремнію поглинає більшу частину сонячного випромінювання, що падає на її поверхню. Причому товщина покриття оптимізована таким чином, щоб найбільш ефективно працювати в найбільш ефективному діапазоні спектра. Трохи пізніше ми плануємо присвятити цьому питанню окрему публікацію, а зараз скажемо тільки, що це синя частина спектра. Саме через це всі сонячні елементи мають гарний і глибокий темно — синій колір.
Після нанесення АВП сонячний елемент практично готовий. Під дією випромінювання всередині приладу вже відбувається генерація носіїв заряду, які потім розділяються p-n переходом і практично готові до подальшого використання. Але їх потрібно передати в ланцюг навантаження, а для цього необхідно сформувати контакти на поверхні сонячного елементу.
Контактна металізація сонячного фотоперетворювача
Сонячний елемент з нанесеним антивідбивального покриття вже фактично готовий до роботи. Під впливом сонячного світла в ньому вже відбувається генерація вільних носіїв зарядів, які, після фільтрації p-n переходу, здатні видати електричний струм. Але для цього необхідно їх передати в зовнішній ланцюг – на навантаження, а для цього потрібно сформувати контакти на поверхні сонячного елементу .
Фронтальна контактна металізація кремнієвих ФЕП
Лицьова поверхня служить в першу чергу для максимального поглинання випромінювання, що падає на неї, чим і визначаються технічні вимоги до контактної металізації. Саме з цієї причини контакт, розташований на робочій стороні сонячного елементу, виконується у вигляді грат, зазвичай складається з 2-3 широких контактних майданчиків і декількох десятків тонких токособірающіх ліній, розташованих перпендикулярно до широких.
При виборі дизайну лицьового контакту інженерам доводиться вирішувати два протилежні завдання. По-перше, для зниження оптичних втрат, викликаних затінюванням робочої поверхні металом, вони намагаються виконати лінії решітки якомога більш тонкими і розташувати їх якомога далі один від одного. По-друге, тому що поверхня елемента має певне електричний опір (визначається режимами формування pn переходу за допомогою дифузії), то при дуже великій відстані між елементами контактної решітки частина носіїв заряду просто не встигає досягати контакту і рекомбинирует всередині напівпровідникового матеріалу. Тому для зниження електричних втрат при заданому поверхневому опорі пластини відстань між лініями контактної решітки не може перевищувати певного значення. Теж саме стосується і ширини ліній — чим тонше лінія, тим краще для оптики, але тим менший струм зможе провести такий контакт. Плюс сам спосіб формування металізації має свої обмеження по мінімальній ширині ліній. Так, наприклад, контакт шириною 125 мкм зробити досить просто і недорого, а контакт шириною 80 мкм — це вже доля лабораторій і ентузіастів.
Зазвичай для зниження вартості сонячного елемента контактна металізація наноситься методом трафаретного друку або як її ще називають — шовкографії. Суть цього методу полягає в тому, що за допомогою так званого ракеля (якщо дуже просто, то гумового бруска) через дрібну сітку трафарету продавлюється паста, до складу якої входять металеві кульки, флюс і різні зв’язують добавки. На сітці попередньо сформований малюнок, що задає місця, в яких паста повинна бути нанесена на пластину, а в яких — ні. Після цього паста підсушується, і пластина надходить в піч вжигания, де при температурі понад 800 градусів метал впекается в поверхню сонячного елементу.

Оскільки паста містить досить тверді компоненти, то для збільшення стійкості при виробництві сонячних елементів застосовуються трафарети, виконані на металевих сітках. Ширина тонких ліній контактної металізації висуває вимоги до параметрів сита, в якому зазвичай буває від 165 до 325 отворів на кожен дюйм. Це дозволяє отримувати в результаті контакти шириною 125 мкм, розташовані в необхідному місці з точністю позиціонування не гірше 10 мкм. Більш детально метод трафаретного друку та власне трафарети я планую розглянути трохи пізніше.
Для формування лицьової металізації сонячних елементів сьогодні використовуються складні за складом серебросодержащие пасти. Тип пасти і її властивості є дуже важливими для отримання хороших параметрів готового виробу. За нашими оцінками за кілька років тільки завдяки технічним поліпшень паст, виробникам вдалося підняти ККД сонячних елементів на 1-1,5%. А з урахуванням того, що ККД звичайного кремнієвого наземного елементу в даний час лежить в межах 15-17%, то така добавка є більш ніж суттєвою.
Крім розглянутих вище проблем, що виникають при формуванні лицьової контактної металізації, не можливо не торкнутися ще одного важливого моменту. Як ми говорили вище, p-n перехід залягає на глибині всього близько 0,5 мкм. При вжигания срібної пасти метал повинен якомога сильніше увійти в n-шар кремнію, але при цьому не досягти p-шару. Інакше буде мати місце електричний контакт між двома типами напівпровідника і сонячний елемент виявиться короткозамкнутим. Така вимога дуже ускладнює завдання вжигания пасти, яка повинна проникнути в пластину з воістину ювелірною точністю. Для цього температурну обробку проводять у спеціальних високошвидкісних печах, що забезпечують пікове вплив на пластину протягом часу близько 10-15 секунд.
Звичайно, багато виробників по старому користуються повільними конвеєрними печами, в яких пластини знаходяться в зоні вжигания близько 3 хвилин, і теж отримують прийнятні параметри виробів. Але перехід на використання високошвидкісних печей дозволяє збільшити ККД сонячного елемента ще як мінімум на 0,5%. А це вже значний виграш за сумарною потужністю продукції, що випускається на рік.

Тильна металізація
На відміну від лицьової металізації, що виконує тільки функцію контакту, тильна металізація вирішує ще одну задачу. Зазвичай на тильній поверхні сонячного елементу наноситься не один, а цілих два типи металу. Один з них являє собою суцільний шар алюмінію, що покриває практично всю площу за винятком декількох отворів. А вже в цих отворах сформована знайома нам срібна металізація, що виконує функцію контакту.
Навіщо потрібен алюмінієвий шар? Справа в тому, що він служить своєрідним дзеркалом для носіїв заряду. Але дзеркалі не оптичним, а енергетичним. Як відомо, електрони і дірки в напівпровідниках мають властивість рекомбінувати, тобто переходити з вільного стану в пов’язане. Рекомбінація має місце, наприклад, якщо в одній точці зустрічаються два заряду з різними знаками. Одним з крайніх випадків є так звана поверхнева рекомбінація т. к. будь-яка поверхня являє собою безліч обірваних зв’язків кристалічної решітки — «пасток» для вільних носіїв заряду. Саме для того, щоб знизити вплив цього типу рекомбінації в сонячних елементах за допомогою алюмінієвої металізації формується так зване BSF (back side field) — тильне поле, «віддзеркалював» носії заряду, які ще не встигли дати внесок у генерацію струму.
Шар алюмінію на тильній стороні дозволяє отримати від сонячного елементу на кілька десятків мВ більшу напругу, ніж це було б без нього. Тобто у разі 24 В сонячній батареї ця добавка складає як мінімум 0,5 В, що відповідає десь 2% збільшення потужності. Ось так по краплях інженери і підвищують ККД сонячної батареї, роблячи її більш ефективною.
Як срібляний контакт, так і суцільний алюмінієвий шар на тильній стороні сонячного елементу формуються все тим же способом трафаретного друку. Змінюється тільки малюнок трафарету і деякі параметри використовуваної в ньому сітки. Наприклад, через розмір частинок алюмінію в пасті доводиться використовувати сітки з більшими осередками в порівнянні з сітками для нанесення срібних паст. Також відрізняється натяг сітки і деякі інші параметри процесу. Після нанесення кожного шару пасти його сушать у спеціальних печах, і тільки після нанесення всіх трьох шарів (1 на лицьовій і 2 на тильній стороні) пластина передається на впалювання.
В цілому процес трафаретного друку є дуже примхливим і вимагає досвіду від усіх учасників — інженерів, наладчиків та операторів. Так, наприклад, в’язкість та інші властивості паст дуже залежать від температури і вологості повітря в цеху, наявності протягів і т. п. Зміна температури в приміщенні навіть на 2-4 градуси вимагає трудомісткою перенастроювання всього процесу. Також на результат впливають термін і умови зберігання паст, стан ракеля, налаштування принтера і навіть характеристики повітря, що подається в піч вжигания. Особливо важко поєднати всі ці параметри через те, що формування металізації — це остання операція і пластини вже зібрали всі відхилення від попередніх операцій. Тобто всі розміри та інші параметри пластин відрізняються в партії набагато сильніше, ніж на перших операціях, і налаштується на оптимум тому є набагато складнішим. Але всі зусилля варті цього, так як на виході ми отримуємо готовий сонячний елемент, який залишається надалі тільки виміряти, розсортувати за параметрами і упакувати.
Тестування і сортування готових сонячних елементів
Очевидно, що будь-який промисловий виріб перед відправкою споживачеві необхідно ретельно перевірити і виміряти його параметри. Не уникнути цієї процедури і при виробництві сонячних елементів.
Нас як споживачів в першу чергу цікавить питання «А скільки саме електроенергії можна отримати за допомогою одного/десяти/ста сонячних елементів?». Але однозначної відповіді немає. Сонячний елемент просто перетворює сонячне випромінювання в електрику, а освітленість сильно змінюється залежно від місця, часу доби, пори року, наявності хмар і т. п. Тому, щоб можна було коректно порівняти між собою різні вироби необхідно стандартизувати умови вимірювання їх параметрів.
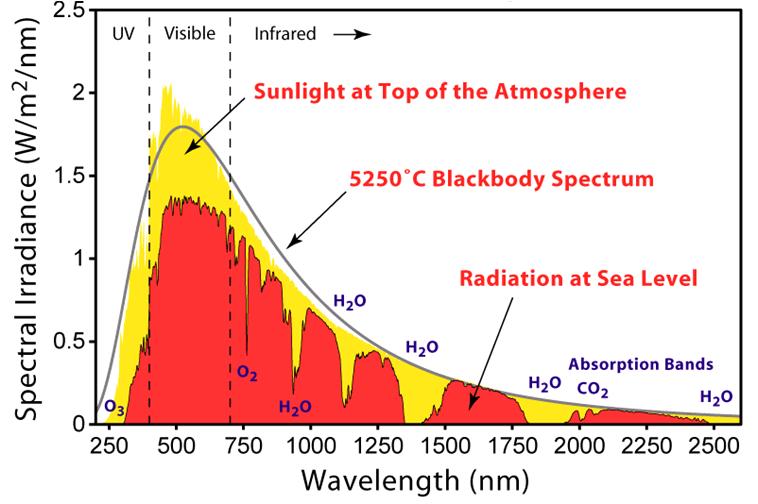
У першу чергу сонячне випромінювання характеризується таким параметром, як інтенсивність, тобто потужність, падаюча на поверхню певної площі. Цей параметр відрізняється в різних регіонах Землі, причому максимальна інтенсивність сонячного випромінювання на нашій планеті перевищує 1300 Вт на кв. метр, але для зручності при вимірах приймають стандартне значення на рівні 1 кВт/кв. м.
Іншим важливим параметром є розподіл сонячного випромінювання по довжинах хвиль, тобто спектральний склад світла. Для його характеристики введено поняття «повітряної маси» (AM — Air Mass): так спектральний склад випромінювання з повітряною масою АМ0 відповідає спектру сонячного світла за межами атмосфери Землі; АМ1 відповідає випромінюванню на поверхні Землі за умови, що Сонце знаходиться строго над точкою спостереження, тобто промені світла пройшли крізь 1 атмосферу; при вимірах стандартом є АМ1,5, відповідний сонячному випромінюванню, яке пройшло 1,5 атмосфери.
Останньою умовою проведення стандартних вимірювань параметрів сонячних елементів є температура. Справа в тому, що характеристики цього виробу трохи погіршуються при підвищенні температури, тому дуже важливо, щоб вона не змінювалася при проведенні вимірювань. Стандартно прийнято, що тестування проводиться при 25 градусах за Цельсієм.
Під час тестування сонячного елемента виміряють безліч параметрів, серед яких струм короткого замикання, напруга холостого ходу, максимальна потужність і коефіцієнт корисної дії (ККД). На питання, яке поставлено вище надає відповідь параметр максимальної потужності сонячного елементу, а ККД показує яка частина падаючої потужності призведе до появи електричної потужності на навантаженні.
Для проведення вимірювань параметрів сонячних елементів використовуються тестери або тестери/сортувальники. Вони бувають як імпульсними, так і з опроміненням безперервної дії. Імпульсні тестери цікаві тим, що під час практично миттєвого вимірювання елемент не встигає нагрітись і похибка нижче. Також тестери відрізняються за типом ламп, що впливає на спектральний склад випромінювання.

Зазвичай тестер містить еталонний сонячний елемент і вбудований комп’ютер, який перераховує виміряні параметри і приводить їх до стандартних умов вимірювання. На перший погляд здається, що вимірювання є досить простим завданням — необхідно просто змінювати напругу і вимірювати відповідні струми. Проте насправді необхідно враховувати ряд додаткових факторів, серед яких найбільш важливими є наступні:
- Оскільки генерований елементом ток прямо пропорційний освітленість, то вона повинна бути точно відома і постійна.
- Необхідно домогтися високої однорідності світла на поверхні тестованого елемента.
- Спектральний розподіл освітленості повинно бути як можна більш близьким до спектрального розподілу природного світла.
- Необхідно точно знати температуру вимірюваного елемента.
- Необхідно виключити будь-яке падіння напруги на контактах і в ланцюзі, яке вносить додаткові помилки у виміри.
Для забезпечення однорідності випромінювання існують два найбільш поширених способу: використовувати спеціальну оптику з відбивають і розсіюють елементами або ж застосовувати точкове джерело випромінювання. У першому варіанті необхідно часто контролювати і настроювати обладнання, а також компенсувати вплив рефлектора та інших оптичних елементів на спектральний розподіл за допомогою додаткової фільтрації, що призводить до великих труднощів у використанні. У другому варіанті необхідна однорідність досягається рознесенням джерела і тестованого образу на значну відстань. Найбільш поширеними в промисловості є імпульсні тестери з ксеноновим лампою.
Отже, вище були викладені основи традиційної технології, розробленої в Україні та впровадженої в серійне виробництво. Це була, напевно найбільш поширена технологія створення кремнієвих сонячних елементів з контактами, нанесеними методом трафаретного друку. Як може здатися, процес виробництва фотоелектричних перетворювачів досить простий в порівнянні з виробами традиційної мікроелектроніки. Але це тільки на перший погляд. Насправді в технології фотоелементів існує величезна безліч труднощів і підводних каменів та нюансів.
Сонячні батареї космічного і наземного застосування
До проблеми освоєння енергії сонячного світла залучено в даний час увагу фахівців різних наукових дисциплін. Особливо великі успіхи досягнуті на шляху створення напівпровідникових сонячних елементів і батарей різних конструкцій. Все більші, легші і потужніші стають сонячні батареї (СБ) космічних апаратів і станцій, все ширше їх застосування на землі, все вище ККД і різноманітніше їх властивості.
Розвиток теорії та досвід минулих років дозволили описати фізичні механізми фотоефекту, визначити джерела втрат потужності в ФЕП, пояснити реально отримані ККД і вказати шляхи їх підвищення. Зонна теорія твердих тіл в поєднанні з термодинамікою системи напівпровідник-випромінювання дав можливість зробити оптимальний вибір вихідного напівпровідника, ввівши поняття і визначивши значення граничного теоретичного ККД. І хоча не завжди вдавалося довести рівень знань до розуміння всіх складних електронних процесів, що відбуваються в обсязі напівпровідника або на його поверхні – контактах з повітрям, металами або іншими речовинами. Проте, зазвичай з’ясовувалося, як можна уникнути впливу негативних явищ, посилити роль позитивних і розробити моделі удосконалення.
Незвичайні експлуатаційні умови (невагомість, глибокий вакуум, контрастні зміни температури) не дозволяють широко використовувати в умовах космосу відомі на Землі традиційні методи отримання електрики. Тому основним джерелом електроенергії для космічних апаратів є сонячні батареї. І розвиток космічної техніки вимагає подальшого вдосконалення і підвищення техніко-економічних показників останніх. Робота в космосі пред’являє СЕ дуже жорсткі і часом суперечливі вимоги. Дійсно, поглинаючи щонайбільше світлової енергії, вони не повинні перегріватися. У той час як діоди і транзистори розміщуються в герметичних, іноді теплоізольованих приладових відсіках, панелі сонячних елементів нагріваються до +80 °С, коли їх висвітлює Сонце, і остигають до -150 °С під час заходу космічних апаратів в тінь Землі. Крім цього, сонячні батареї повинні мати здатність тривалий час протистояти потокам корпускулярного випромінювання, дії частинок високих енергій і метеоритним потокам.
Але не менш жорсткі вимоги пред’являються до фотоелектричним перетворювачів експлуатованим в наземних умовах. Це пов’язано зі зростаючим спектром застосування СБ України. Спочатку сонячні батареї використовувалися лише в портативній техніці, термін служби і енергоспоживання яких невелика. Зараз ФЕП використовуються як автономні джерела живлення для систем навігації та зв’язку, систем телекомунікацій і додаткові джерела електроенергії, які працюють в години пікового навантаження в електромережі. Ці джерела енергії повинні володіти великою потужністю, великим терміном служби і стійкістю до кліматичних умов. Самі ж ФЕП повинні бути недорогими і мати можливість з’єднання в великі батареї.
Найбільшого поширення набули кремнієві ФЕП, що пов’язано з добре розвиненою технологією, відносною дешевизною сировини і хорошими параметрами кремнію з точки зору безпосереднього перетворення сонячної енергії в електричну. Основними напрямками поліпшення параметрів фотоелектричних перетворювачів є: оптимізація параметрів існуючих перетворювачів, удосконалення технології виготовлення ФЕП з метою зниження матеріальних і енергетичних витрат на їх виготовлення, застосування нових матеріалів у технології ФЕП. Про це та багато іншого ми будемо ще не раз писати.
Вплив дефектів на кількість ФЕП
У напівпровідникових матеріалах, які використовуються при виробництві фотоелектричних перетворювачів (ФЕП), спочатку мають місце дефекти різного типу, що залежать в першу чергу від способу і умов отримання напівпровідника. Активність дефектів визначається їх типом, розміром поля деформації, взаємодією дефектів один з одним і з домішками, розташуванням дефектів по відношенню до активних областях ФЕП, типом і особливостями виготовлення ФЕП.
Різні термічні і механічні процеси, які мають місце на всіх етапах виготовлення твердотільних ФЕП, можуть призводити до появи нових структурних дефектів, а також додаткових домішок в оброблюваному матеріалі. Крім того, в ході проведення технологічних операцій можливі зміни природи існуючих дефектів і розвиток нових дефектів. Дефектоутворення на кожній стадії технологічного процесу сильно залежить також від попередніх операцій і режимів проведення подальших операцій.
Структурні дефекти суттєво впливають на тривалість життя носіїв заряду і питомий опір матеріалу, що призводить в результаті до зміни вольтамперних характеристик ФЕП. Дефекти викликають збільшення струмів витоків, призводять до появи локального пробою p-n переходу, неоднорідності фронту дифузії домішок, обриву металізації, проколів оксиду, що в свою чергу призводить до деградації ФЕП, а також зниження відсотка виходу придатних виробів і їх надійності.
Дефекти конструкції кремнієвих ФЕП
До вихідних дефектів структури фотоелектричних перетворювачів відносяться агломерати точкових дефектів, дислокації і їх скупчення, планарні дефекти типу двійників, дефекти упаковки, межі зерен, а також преципітати і мікродефекти, які розташовані всередині зерен, макродефектів матеріалу і т.п. Відхилення в ході проведення технологічних операцій, забруднення поверхні і об’єму напівпровідникового матеріалу, рідких і газоподібних технологічних середовищ, термічні і механічні процеси також призводять до появи і розвитку дефектів, пов’язаних з недосконалістю конструкції ФЕП.
При дослідженнях зразків були виявлені наступні види конструктивних дефектів кремнієвих ФЕП: дефекти структури і забруднення поверхні кремнієвих пластин, дефекти структури антівідбиваючого покриття, нерівномірність глибини залягання тильного ізотипних переходу, механічні відколи по периметру пластин, дефекти контактної металізації.
Залишки порушеного шару кремнію призводять до збільшення швидкості поверхневої рекомбінації і зменшення спектрального відгуку ФЕП. Нерівномірність висоти пірамід текстури може бути причиною нерівномірності товщини АВП і, відповідно, збільшення інтегрального коефіцієнта оптичного відбиття від поверхні ФЕП. Наявність на поверхні пластин частинок металу та інших забруднень призводить до шунтування емітерного переходу.
Тріщини і пори в АВП виникають під час високотемпературних обробок пластин внаслідок різниці коефіцієнтів термічного розширення матеріалу покриття і кремнію. Ці дефекти призводять до зменшення оптичного коефіцієнта пропускання АВП і збільшення оптичних втрат.
Нерівномірність глибини залягання тильного ізотипних переходу має місце при неоптимальних або нестабільних режимах нанесення і вжигання алюмінію на тильній поверхні ФЕП. Зменшення глибини тильного ізотипних переходу призводить до зростання швидкості рекомбінації на тильній поверхні пластини і зниження напруги холостого ходу приладу.
Механічні відколи з’являються при контактах пластин з технологічним оснащенням, пинцетами і т.п., а також внаслідок неакуратних маніпуляцій з пластинами. Механічні відколи є причиною утворення в пластинах мікротріщин, які призводять до істотної деградації електричних параметрів ФЕП.
До дефектів контактної металізації відносяться:
- розриви і нерівномірність ширини срібною контактної шини, ненадруковані ділянки і відхилення геометрії малюнка металізації внаслідок дефектів трафарету при нанесенні контактів методом трафаретного друку;
- нерівномірність товщини металізації;
- відсутність адгезії лицьовій або тильній контактної металізації внаслідок відхилення від оптимальних режимів вжигання і забруднень на поверхні пластин;
- відшаровування і відпадання алюмінієвої металізації через різницю коефіцієнтів термічного розширення кремнію і алюмінію.
Дефекти контактної металізації призводять до виникнення механічних напруг пластин, зменшення щільності струму короткого замикання і неможливості з’єднання ФЕП в модулі для отримання заданих значень струму і напруги в робочій точці.
Зниження втрат енергії в ФЕП наземного застосування
Для зниження оптичних втрат, пов’язаних з неповним використанням падаючого на поверхню фотоелектричного перетворювача випромінювання, в даний час найбільш широко застосовуються такі методи:
- структурування поверхні, що приводить до зниження інтегрального коефіцієнта відображення ФЕП;
- нанесення на поверхню ФЕП одно- або двошарового антивідбиваючого покриття;
- зменшення площі контактів на лицьовій поверхні для зниження втрат на затінення;
- нанесення на тильну поверхню ФЕП металевого шару, що збільшує ефективність поглинання довгохвильового випромінювання за рахунок його багаторазового проходження через обсяг напівпровідника;
- зменшення глибини емітерного переходу і зниження концентрації легуючої домішки поблизу лицьової поверхні для підвищення чутливості ФЕП в короткохвильової частини спектра.
Електричні втрати енергії зазвичай зменшуються за допомогою таких методів:
- вибір оптимального кроку і товщини контактних шин на лицьовій поверхні для зниження послідовного опору ФЕП;
- використання гетерируючих обробок, що збільшують час життя неосновних носіїв заряду;
- пасивація лицьовій поверхні для зниження швидкості поверхневої рекомбінації;
- пасивація тильній поверхні і створення ізотипних переходу;
- мінімізація площі контактів і додаткове легування приконтактних областей для зменшення рекомбінаційних втрат на кордоні розділу метал-напівпровідник.
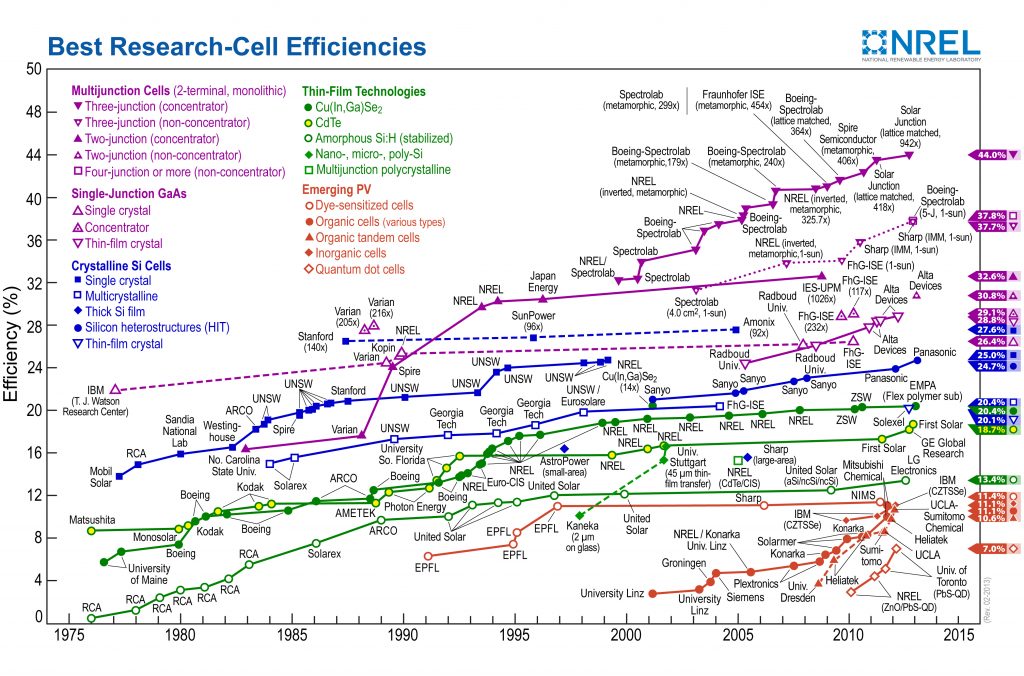
Нижче ви можете ознайомитися з наочним графіком, який ілюструє останні досягнення по ефективності фотоелектричних перетворювачів, виготовлених за різними технологіями.
Читати ще:
Промислові та комерційні сонячні електростанції
Сонячна енергетика стає все більш популярною через зростаючий інтерес до відновлюваних джерел енергії. Існують значні відмінності між системами сонячної енергії для житлового, комерційного та промислового використання.
Енергоефективність та партнерство
Доповіді Міжнародного енергетичного агентства (МЕA) відзначають, що в загальносвітовому масштабі заходи, спрямовані на збільшення енергоефективності, досягли рівня, що забезпечує перевищення внеску в енергозабезпечення будь-яким іншим напрямком розвитку.
Організація виробництва сонячних батарей
Компанія пропонує свої послуги з супроводу проектів будь-якої складності по організації виробництва сонячних модулів та інших компонентів, що використовуються в області сонячної енергетики (монокристалічних і мультикристалічних кремнієвих злитків, пластин, сонячних елементів).
Нетрадиційні ВДЕ: реальність чи фантастика?
Сьогодні спостерігається загальна світова тенденція до екологічної обізнаності, і відновлювані джерела енергії знаходяться під пильною увагою. Компанія АВЕНСТОН представляє огляд нетрадиційних ВДЕ: грозова енергетика, кріоенергетика, гравітаційна енергетика та технології концентрації сонячного світла.